信息来源于:互联网 发布于:2021-05-27
东莞cnc加工厂为提高铣床夹具在机床上安装的稳固性,减轻其断续切削可能引起的振动,夹具体不仅要有足够的刚度和强度,其高度和宽度比也应恰当,一般有H/B≤1~1.25,以降低夹具重心,使工件加工表面尽量靠近工作台面。此外,还要合理地设置加强筋和耳座。 若夹具体较宽,可在同一侧设置两个与铣床工作台T形槽间等距的耳座;对重型铣床夹具,夹具体两端还应设置吊装孔或吊环等以便搬运。
东莞cnc加工厂在铣削加工时,往往把夹具安装在铣床工作台上,工件连同夹具随工作台作进给运动。根据工件的进给方式,一般可将铣床夹具分为下列二种类型: 在铣削加工时,往往把夹具安装在铣床工作台上,工件连同夹具随工作台作进给运动。根据工件的进给方式,一般可将铣床夹具分为下列二种类型:在铣削加工时,往往把夹具安装在铣床工作台上,工件连同夹具随工作台作进给运动。根据工件的进给方式,一般可将铣床夹具分为下列二种类型:在铣削加工时,往往把夹具安装在铣床工作台上,工件连同夹具随工作台作进给运动。
根据工件的进给方式,一般可将铣床夹具分为下列二种类型:
1.直线进给式铣夹具。这类夹具在铣削加工中随铣床工作台作直线进给运动。
2.圆周进给铣床夹具。这类夹具常用于具有回转工作台的铣床上,工件连同夹具随工作台作连续、缓慢的回转进给运动,不需停车就可装卸工件。
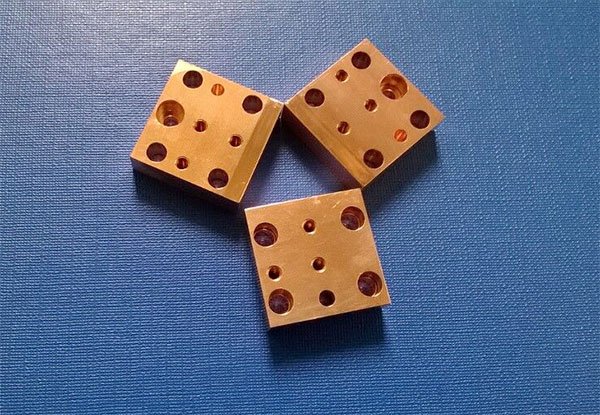
东莞cnc加工厂据加工要求,也可用两个铣刀头同时进行粗、精加工 铣削加工是平面、键槽、齿轮以及各种成形面的常用加工方法。在铣床上加工工件时,一般采用以下几种装夹方法:
(1)直接装夹在铣床工作台上大型工件常直接装夹在工作台上,用螺柱、压板压紧,这种方法需用百分表、划针等工具找正加工面和铣刀的相对位置。
(2)用机床用平口虎钳装夹工件对于形状简单的中、小型工件,一般可装夹在机床用平口虎钳中,使用时需保证虎钳在机床中的正确位置。
(3) 用分度头装夹工件,对于需要分度的工件,一般可直接装夹在分度头上。另外,不需分度的工件用分度头装夹加工也很方便。
(4) 用V形架装夹工件这种方法一般适用于轴类零件,除了具有较好的对中性以外,还可承受较大的切削力。
(5)用专用夹具装夹工件专用夹具定位准确、夹紧方便,效率高,一般适用于成批、大量生产中。